If you are in the manufacturing world, measuring process capability ( Cpk ) is extremely important. That’s because you’re always striving to improve your numbers. Now, we hear about Six Sigma, Green Belts, Black Belts, lean manufacturing…. It all comes back to this important statistic. Improve your process, improve your Cpk. It is no wonder people are very curious as to how their Cpk gets calculated in GainSeeker. If GainSeeker’s Cpk does not match someone else’s calculation of Cpk… we (the technicians) get a call.
Believe it or not the technicians at Hertzler Systems receive this question quite a bit. So, why does this happen? Which one is right? Well, believe it or not they are both right… in a way…
Both softwares are calculating CPK as they have been asked to do. GainSeeker, by default, figures whether or not the Standard has a Normal Distribution and then calculates CPK based off of the Normal or Non-Normal Distribution formulas. Most other software systems calculate CPK as a Normal Distribution unless you tell it otherwise.
I know what you are thinking … “Well how does GainSeeker figure out if it is Normal or Non-Normal?” I love this question. As a technician it gives me the opportunity to demonstrate the power of our Help File. (I love our Help file and you should too). We have a “Flow Chart Analysis of Non-Normal Data”.
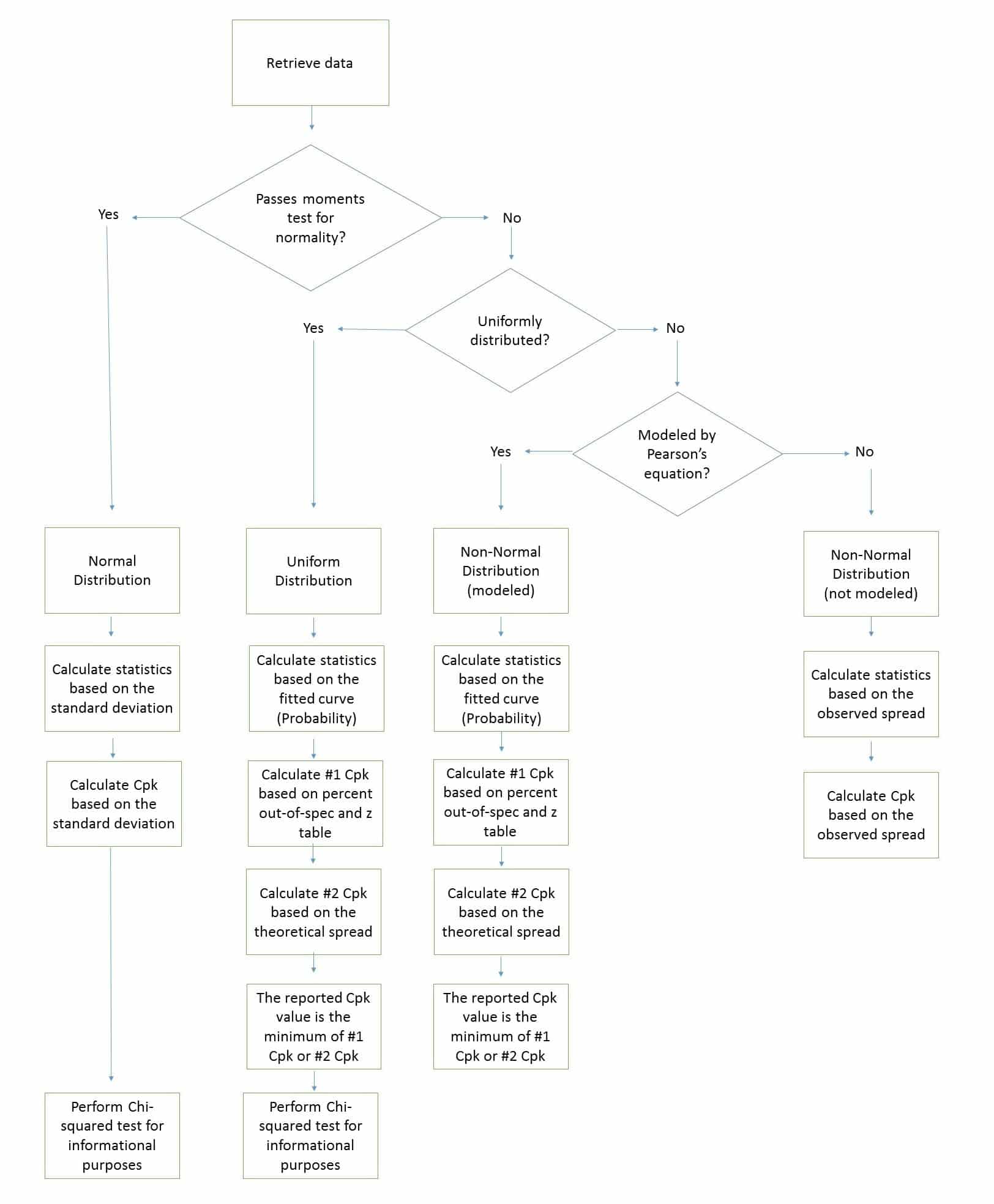
Flow Chart Analysis of Non-Normal Data
I am also happy to point out for those who are Black Belt gurus or formula enthusiasts we show you the formulas we use to calculate the different methods of Cpk! This is not for the faint of heart so be warned. The screen capture only shows part of it.
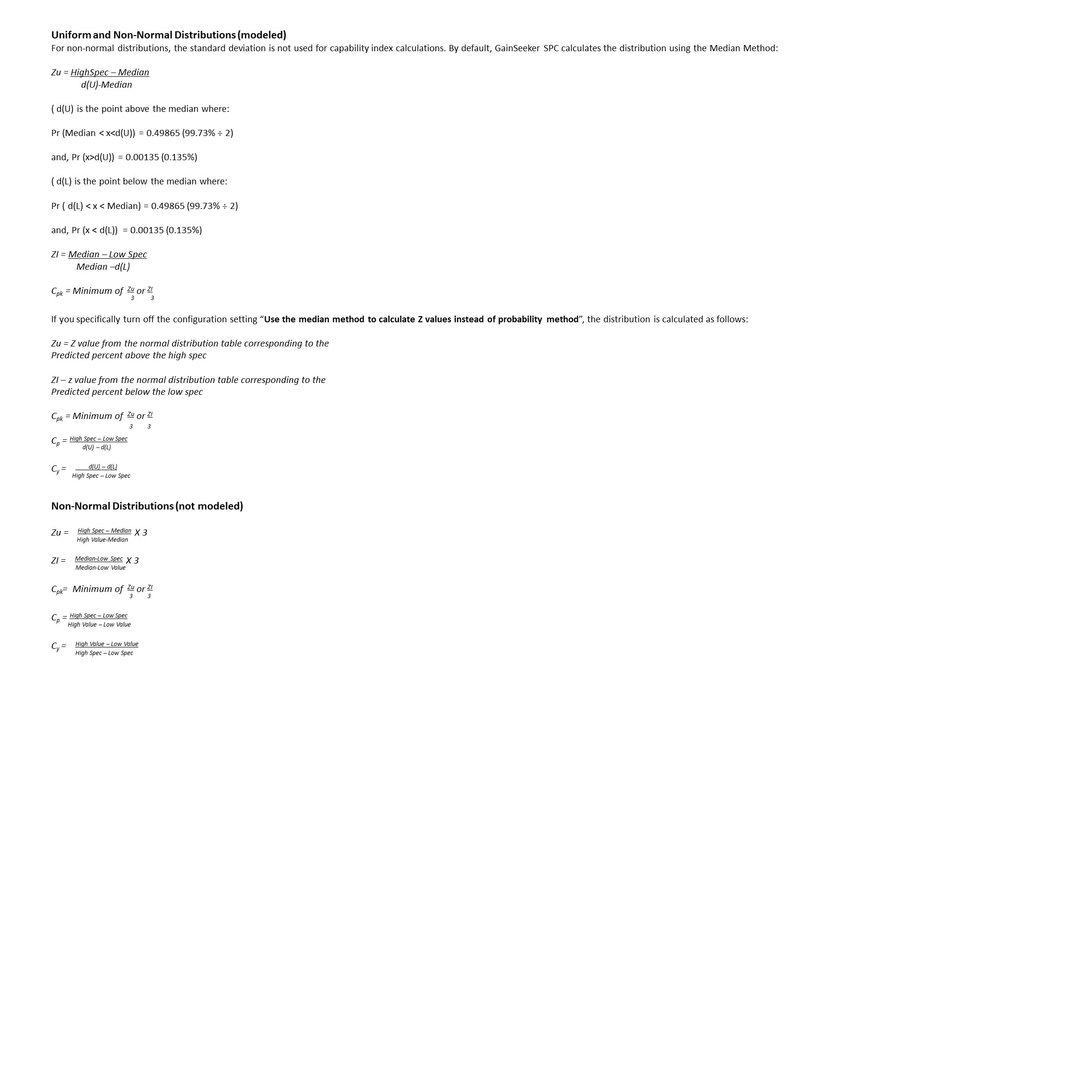
Detailed formulas for calculating non-normal data
To see the entire Help Article please go to Help->Contents and click on the Search tab. Type in Flow Chart and then double-click on the Flow Chart Analysis title.
Still have a question? Use our Ask an Expert page. If you do not have GainSeeker yet I would urge you to schedule a demo! Oh, and do not forget to them that Jen sent ya.
